

От плавки до контроля: 6 ключевых этапов производства титановых стержней, где каждая деталь влияет на конечные характеристики
2026-05-27
Обычный на вид титановый стержень способен выдерживать высокие температуры и давление при запуске ракеты и в то же время может стать сердечным стентом, имплантируемым в человеческое тело. За этим стоит производственный процесс, сопоставимый с «металлической алхимией». От сырья до готового изделия — каждый шаг влияет на эксплуатационные свойства титанового стержня. Сегодня мы разберем 6 основных этапов производства титановых стержней и узнаем, как руда превращается в «универсальный материал».
1. Правильный выбор сырья — фундамент производительности
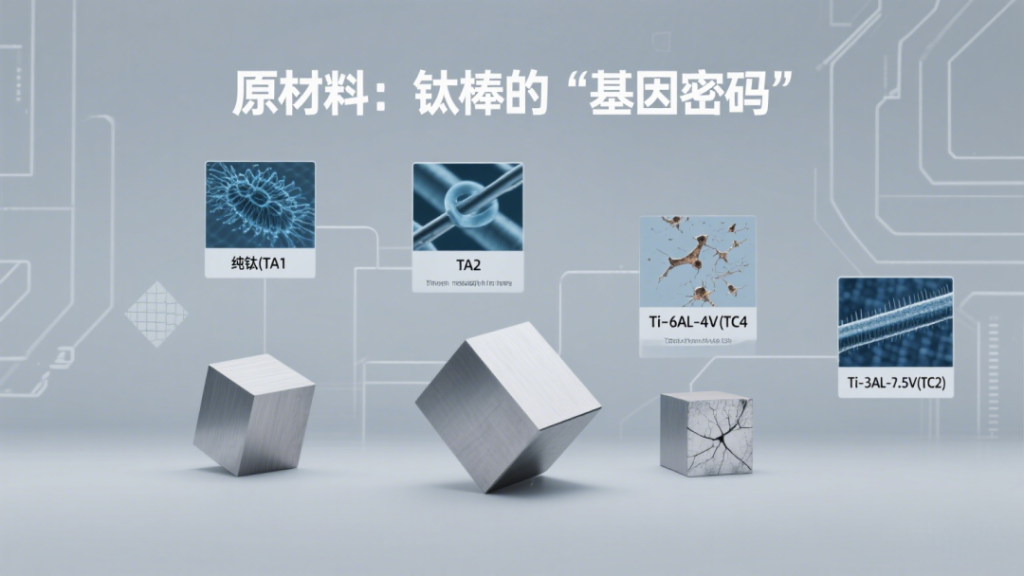
Характеристики титанового стержня предопределены уже на этапе выбора сырья. Первый шаг в производстве — это правильный подбор марки титанового сплава:
1. Чистый титан (TA1-TA4): высокая коррозийная стойкость, подходит для химических трубопроводов, но обладает средней прочностью;
2. Ti-6Al-4V (TC4): высокая прочность и хорошая вязкость, «завсегдатай» аэрокосмической отрасли, именно на него полагаются шатуны ракетных двигателей;
3. Ti-3Al-2.5V (TA18): отличные сварочные характеристики, часто используется в гидравлических трубопроводах самолетов;
4. Титановые сплавы медицинского назначения: строгий контроль примесей (крайне низкое содержание O и N) для обеспечения «мирного сосуществования» с человеческим организмом.
Даже если речь идет об одной и той же марке, чистота сырья имеет огромное значение. Например, к титановым стержням для изготовления сердечных стентов предъявляются требования по содержанию примесей железа, углерода и других элементов на уровне «ppm» (одна миллионная доля) — малейшая примесь может вызвать отторжение в организме человека.
II. Плавка и литье: получение «безупречных» титановых слитков
Если сырье — это «гены», то плавка — это критическая стадия «развития плода». У титана очень «капризный» характер: при высоких температурах он легко «заводит дружбу» с кислородом и азотом, а при малейшем загрязнении становится хрупким. Поэтому плавка титана должна проводиться исключительно в вакууме или в среде инертных газов.
В настоящее время существуют две основные технологии плавки:
1. Вакуумно-дуговой переплав (VAR): титановое сырье прессуется в электроды и расплавляется под действием тока в вакуумной печи, послойно формируя слиток, подобно «3D-печати». Недостатком является сложность удаления тугоплавких примесей высокой плотности (таких как вольфрам или молибден);
2. Плавка в печах с холодным подом (EBCHM/PACHM): использование электронно-лучевого или плазменно-дугового нагрева на холодном поду для плавления титанового сырья. При этом примеси отфильтровываются, подобно «оседающему на дно песку», что позволяет получать более чистые титановые слитки, подходящие для высокотехнологичной аэрокосмической отрасли;
«Интенсивность нагрева» при плавке (ток, напряжение, скорость плавления) также требует точного контроля. Например, если скорость плавления слишком высока, внутри титанового слитка могут возникнуть «усадочные раковины» (пустоты, похожие на поры в плохо поднявшемся тесте); если же она слишком низкая, это приведет к ликвации компонентов — подобно тому, как рис оседает на дно кастрюли при варке каши.

III. Термическая обработка титановых стержней: «настройка» микроструктуры
Распространенные «пакеты» термической обработки:
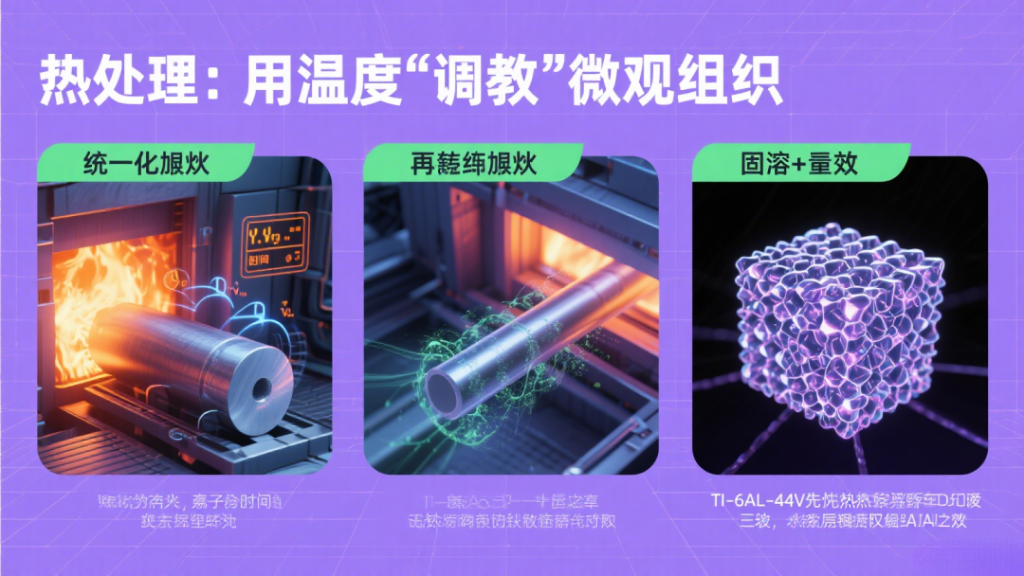
1. Гомогенизирующий отжиг: нагрев титанового слитка до высоких температур (например, 800–900 °C) с последующей выдержкой для устранения ликвации (неоднородности состава), возникшей при плавлении. Это похоже на вымешивание теста для равномерного распределения муки;
2. Рекристаллизационный отжиг: нагрев после горячей обработки, позволяющий «раздавленным» зернам заново вырасти в мелкие и равномерные новые зерна. Это восстанавливает пластичность и предотвращает «охрупчивание» титанового стержня;
3. Закалка из области твердого раствора + старение: для α+β титановых сплавов (таких как TC4) материал сначала нагревают до температуры, близкой к точке β-превращения (около 980°C), затем подвергают быстрому водяному охлаждению для «замораживания» β-фазы, после чего проводят низкотемпературное старение для выделения мелкодисперсной α-фазы. Это подобно «добавлению упрочнителя в металл» и позволяет повысить прочность более чем на 30%.
IV. Термомеханическая обработка: превращение титанового слитка в «готовый прокат»
1. Температура: обработка выше точки бета-превращения (β-ковка) позволяет получить крупные зерна, что подходит для деталей, требующих высокой вязкости; обработка в α+β области дает мелкозернистую двухфазную структуру, обеспечивающую более высокую прочность;
2. Степень деформации: коэффициент ковки (отношение площадей поперечного сечения до и после деформации) должен составлять не менее 3:1, чтобы «уплотнить» рыхлоты и поры в слитке — подобно тому, как тесто нужно вымешивать до состояния «гладкости и отсутствия липкости»;
3. Скорость: медленная деформация дает зернам время на «перестроение», снижая внутренние напряжения; быстрая деформация способствует измельчению зерна и повышению прочности.

V. Поверхностная обработка титановых прутков
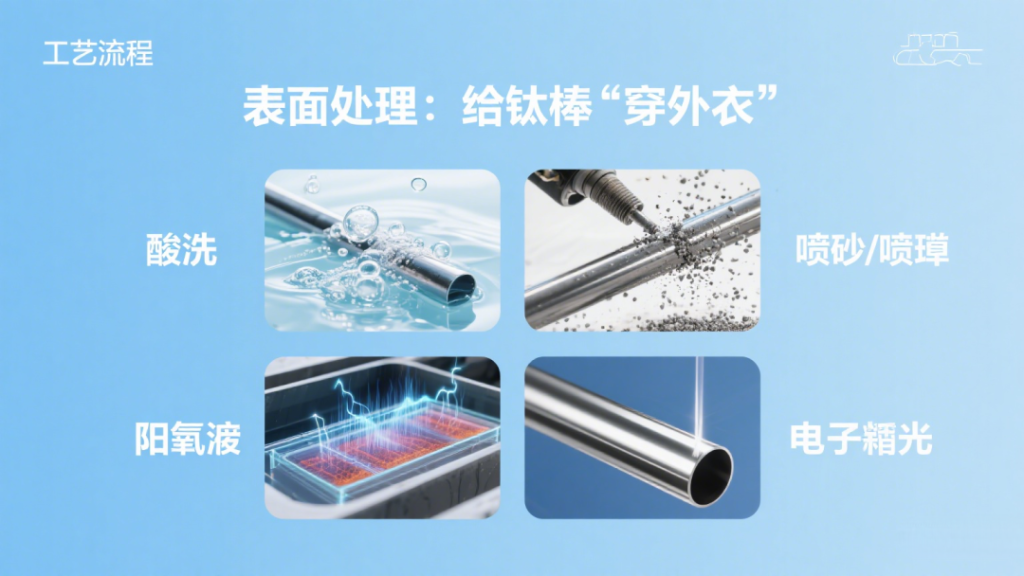
«Внешний вид» и «долговечность» титановых прутков целиком зависят от поверхностной обработки. Различные технологии наделяют титановые прутки разными «суперспособностями»:
1. Травление: «ванна» из смеси плавиковой и азотной кислот, которая удаляет окалину, образующуюся при горячей обработке (этот слой делает титан хрупким), и обнажает чистую титановую поверхность;
2. Пескоструйная обработка / Дробеструйная обработка: высокоскоростные абразивные частицы «обрабатывают» поверхность титанового прутка, что позволяет устранить дефекты и создать «сжимающие напряжения» — словно добавить на пруток «невидимую пружину». Это повышает ресурс усталости более чем на 50%, что подходит для изготовления лопаток авиационных двигателей;
3. Электрополировка: медицинские титановые прутки (например, для дентальных имплантатов) должны пройти этот этап; он позволяет снизить шероховатость поверхности до 0,1 мкм, что затрудняет «прилипание» бактерий и снижает риск инфекции;
4. Анодирование: при подаче электрического тока на титановый пруток на его поверхности образуется оксидная пленка, которая не только повышает коррозионную стойкость, но и позволяет окрашивать изделие в различные цвета; данный метод часто применяется для браслетов премиальных наручных часов.
1. Химический состав: с помощью спектрометра выполняется «сканирование», чтобы содержание легирующих элементов было точным до малейшей детали;
2. Механические свойства: на разрыв испытывают несколько «образцов», проверяя прочность и относительное удлинение; при несоответствии требованиям всю партию бракуют;
3. Неразрушающий контроль: ультразвук, как «УЗИ», выявляет внутренние дефекты, вихретоковый контроль обнаруживает поверхностные трещины, а рентген позволяет найти «скрытые» включения;
4. Микроструктура: с помощью микроскопа examine размер и распределение зерен — это словно «провести КТ металла», чтобы удостовериться, что результаты термообработки соответствуют нормам.






